製作プロセス
1段階のマシン作成プロセス
プリフォーム射出成形プロセスからの廃熱を利用することにより、1 段階機械は 2 段階機械よりも大幅に少ないエネルギーを使用します。
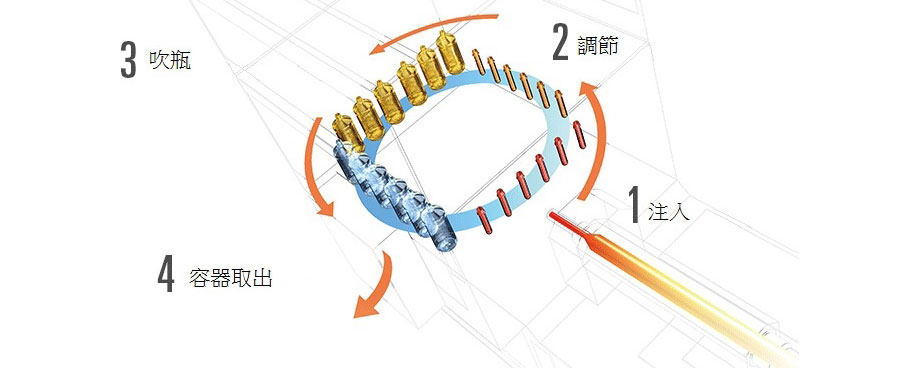
 | 注入する | プレフォームはPETの結晶化温度よりも低い温度で注入され、冷却されますが、さらなる加熱を待たずに、十分な熱量が保持されます。 完成されたコンテナの材料分布を最適化するために、パラメータを注入するためのプリファブの設計と調整。 このプロトタイプは、特定のコンテナごとにカスタム設計されているため、非標準の首などの特殊な機能を簡単に組み込むことができます。 |
 | 調整する | 様々な技術を用いてプレフォームの温度分布を最適化し、材料の最大限の利用を可能にし、軽量化を実現することができます。さまざまな材質の容器を安定して成形することができます。 円形、四角形または楕円形の容器は、高価な射出成形金型部品の修正なしで、共通のプレフォームから簡単に製造することができます。 |
 | ボトルを吹きます | 基本的な伸長吹き成形方法は、さまざまな方法で修正できます。これらの中で最も一般的なのは、熱成形処理と成形または挿入です。プリフォームの設計が互換性がある場合、さまざまな容器の形状は、吹き型を変更するだけで形成できます。 |
 | 容器を取り出します | 容器が唇腔から排出されるとき、スプレーされたプリフォームは正確に安定を保ちます。ネックは、成形プロセス全体で傷や損傷から保護されるように正確に向けられています。 |
以上の内容はhttp://www.nisseiasb.co.jp/en/products/asb/70dph/から転送されました。